 023-68661681
023-68661681
 返回
返回


MES系统是智能制造的“最后一公里”工程,与企业的生产计划排程、设备协作、资源调度和管理、生产流程等有着密切关联,若企业无法及时获取信息,并在更深层次上对信息进行加工判断,则不利于智能化改造。为此,本文拟就MES系统未来的发展及应用展开分析。
一、MES系统技术简介
1、MES的概念
ARM将MES软件定义为:“管理信息系统属于中间的车间层,就工艺本身指导工业控制”。
2、国内外MES系统发展史
MES的国内外发展分为五个阶段。第一阶段:70年代的专用MES(Point MES:P-MES)。效果:为了解决制造周期的竞争力、产品积压、产品质量低、设备利用率低、缺乏过程控制等,提供相应的软件系统来解决这个问题,是一个独立的系统。优点:对特定的问题找到最优的解决方案。缺点:信息共享和集成比较困难。
第二阶段:80、90年代的集成MES系统平台。效果:基于P-MES的开发,提供一套可同时解决多种生产问题的一套集成应用软件。优点:功能多样,一体性强,在一定的范围内实现了数据共享。缺点:对车间环境过于依赖,过于固定化、难开发性、可重构性差,不好扩充以及修改,难以适应各种复杂多变制造环境。
第三阶段:传统MES(Traditional MES:T-MES)。基于第一阶段信息控制技术,信息系统是比较传统的MES,这种系统很不稳定,在生产过程的一些小变化就可能让系统不能正常运行,隐含了较大风险,系统稳定性也比较差。
第四阶段:可集成MES(Integratabie MES:1-MES)。效果:在T-MES的基础上发展起来,在MES的系统开发中应用模块化应用组件。优点:能更容易实现各个厂商之间系统的集成,是目前MES管理系统的发展方向。第五阶段:智能第二代解决方案。MESII其核心目标是记录以获取更多的数据来更方便的进行生产管理、通过更精确的过程状态和更完整地的数据,它通过分布在设备中的智能来保证生产的自动化。MES与ERP能智能的联结和断开,具有更加智能的操控系统。
二、MES系统的未来发展趋势
1、模型驱动
目前,MES系统与Digital Twin(数字化映射)、工业大数据、CPS系统以及物联网应用等技术存在交叉,自身也在不断发展,为了充分发挥MES系统的效用,不仅需要构建适合企业发展的MES软件平台,以满足企业个性化需求,更要专业的服务伙伴,促进MES系统落地,构建适应发展需求的智能化转型发展战略。
在数据驱动的时代背景下,MES制造执行系统核心功能可对企业生产经营过程予以全息建模,其他功能,如计划执行情况统计、设备监控、质量管理、过程监控等,只是生产工厂模型在MES中的基本应用,而其核心应是全息建模,促进数据驱动的智能化发展。全能的工厂全息模型搭建费用极高,通常用于某项自动化信息的全部信息,但是MES的未来发展趋势仍是全息建模,从而支持无人工厂的运行,比如只有达到厘米级别的地图数据,方可实现自动汽车驾驶。
2、模型驱动MES系统特点
基于全息建模,可实现企业层面的管理控制、车间执行、过程控制及底层设备等无缝一体化信息系统,继而实现生产工程的少人化或无人化。例如自动化生产的设备,包括更换装置、交换装置、检具、柔性自动装夹具、储存装置、自动寻址装置、机器人以及数控机床等,实现在线监控设备,提升设备智能化水平。比如运用连线组网技术,连线设备,构建自动化生产有机整体,如FA、FML及FMS等数据共享,实现MES系统与设备之间实时控制。
自动化控制和管理技术的应用,包括生产系统仿真技术、生产规则和动态调度控制技术以及分布式数据控制技术等,实现管理智能化。
3、及时精准采集数据
对于我国大部分的企业而言,工厂MES系统建设,仍是以及时精准采集数据为核心任务,规范企业生产过程,作为MES有效运行的基础。MES系统的计划执行、设备监控、质量管理以及过程监控等,均需要基于数据实现,可以说,数据采集的广度与深度,将直接决定各模块功能的实现效果,促进维护管理智能化及运行下欧共,降低设备故障,优化生产过程。
当然,依据经营目标实现数据共享也极为必要,只有数据共享,才能最大程度上发挥其价值,将数据转化为逻辑处理步骤,并作为生产过程使用的信息,具体操作思路如下:获取→效验→分类→排序→分析→总结→计算→储存→重新获取→复制→传播→使用,在当下的云计算、物联网技术、区块链技术等推动下,及时精准采集数据将会明显提升,也会作为未来MES系统定制的发展主流。
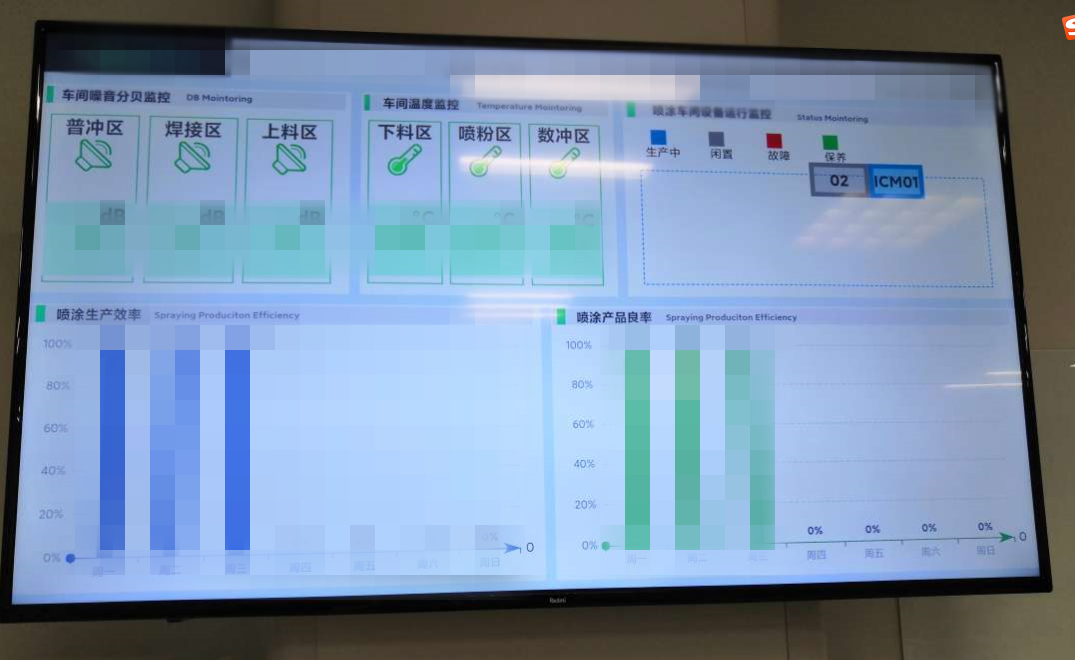
慧都MES系统项目案例
三、MES系统的应用
1、设备管理
在MES系统中,可以实现设备信息的自动采集,如生产合格率、产值及稼动率等,通过PLC技术,完成设备互联,由工作人员远程控制生产设备。
2、质量管理
利用产品追踪,确保了产品生产质量,MES系统采用SPC、QC等予以质量分析,成本分析及效益分析,定量质量标准。质量管理主要有两个方面,一方面是质量档案,通过MES系统录入产品质量问题,便于在完成各道工序后对不合格产品原因进行记录,并构建产品质量档案[3]。另一方面是维修管理,对不合格产品及时召回,并进行维修,在MES系统中录入,并构建维修产品档案。
3、产品追踪
MES系统可追溯和记录产品返修、销售配发、物料供应及产品生产,对不合格产品进行快速定位,任何出厂产品,均能够标记序列号,并在系统中录入二维码及条形码,待录入完毕后,只要通过扫码编能够获取产品相关信息,而且,利用查询窗口,通过输入发货日期、产品编号、生产日期以及产品序列号等,即可获取产品详细信息,便于了解产品的走向,并对不合格产品予以及时召回。
4、WIP管理
在供应链中,主要有不合格品、成品、半成品及原料等环节,其中,半成本的管理环节即WIP,可用于指导物料、设备及人员的协调,并根据工作状态,对生产现场予以可视化管理。当然,管理者还可以通过生产任务单号、单元以及生产线别,了解各工序、仓库的产品信息。对于供应商而言,可以实时获取生产线消耗原料数量、库存数量,并对其予以动态填补,实现拉动式JIT管理,对于客户而言,可能够实时查询生产进度。
5、信息采集
MES可对自动化生产车间的底层操作控制面板、员工状态、库存物料、工序流程以及设备运行状态等信息予以采集,新物料上线后,可在线扫描物料条码、设备条码等,并对相关信息予以记录。
四、结论
综上所述,在21世纪的今天,企业若想赢得用户和市场,则必须要以先进的技术为基础,我国制造业领域的传统生产现场管理仅仅是“黑箱作业”,已不满足多样化的竞争需要,无法及时找出产品的问题所在,MES系统则刚好可弥补该空白,通过负责调度执行、生产管理,提供统一平台上集成生产调度、文档管理、质量控制等功能,并利用大数据、区块链技术等先进技术,促进我国智能制造产业的发展。
最后,随着智能制造行业的快速发展,MES系统已经成为很多企业进行智能化生产管理的首要选择,MES系统的应用改变了传统的管理模式,整合了企业各部门的资源信息,实现了综合利用。
慧都MES专注为企业提供数字化工厂、智能工厂的整体解决方案,致力打造企业全方位的产能优势,提升整体竞争力,即时管控制造业生产过程、实时采集现场生产数据,让生产降本增效。
如果您对慧都MES系统感兴趣的话,欢迎关注公众号(慧都智能制造)获取更多案例详情,您也可以访问慧都官网或拨打热线(023-68661681)与我们联系。我们将根据您企业的需求为您详细定制一套完美的MES解决方案,并发送相关行业案例给您,期待您的咨询!





发表评论