 023-68661681
023-68661681
 返回
返回

受到智能制造观念和技术的巨大且快速的影响,使得工业特别是汽车行业必须以最快速度赶上这场企业数字化转型的浪潮,唯有实现企业转型升级才能在这场速度战中占得先机。当然关于企业的转型升级,最为重要的是需要打造出“数字化工厂”。
山东省汽车零部件行业龙头天博集团在通过对系统的市场进行了全面的调研之后,选择导入MES系统来建立集“生产计划与控制、物流、制造、质量控制”等过程管理为一体的智能信息化平台,助力天博集团实现数字化转型。
一. 汽车及零部件行业的主要痛点:
1.需要做到精益化的计划排产(排程)生产以取消人为经验式生产。
2.需要通过连接上工业物联网等信息化技术,以实现物料与生产之间的联动性。
3.必须实现产品质量的可追溯性,以保证对产品质量的实时可控监管。
二. MES系统功能及影响
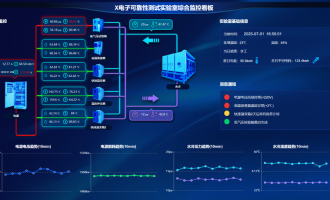
生产管控
主要从订单管理、计划排产、开线工艺扫描防错、生产执行及过程监控、生产过程装配指导及防错控制等着手。过程中通过比对工艺文件执行上线防错,杜绝工艺文件人为错误导致产品质量异常。并提供便捷的产线实时报工功能,为生产监控及生产数据分析提供数据基础。
质量管理
过程质量问题采集、物料批次异常问题管理、质量报表生成、质量追溯管理。物料装配批次记录,实现批次物料追溯;生产过程质量数据收集,实现系自动统分析,减少人工干预,提升质量管理标准。
设备集成管理
设备资产管理、设备维修管理、设备保养管理、设备报告生成。实现设备有计划的预防性维修保养及设备状态监控,减少设备异常,提高生产率。
物流管理
基于生产实际情况进行多样化的物料看板拉动(JIT),并结合条码管理、配送防错、道口扫描等措施以实现配送监控及提升账务实时交互;自动呼料与软按灯呼料相结合,优化物料配送机制,达到最优物料配送效率。
信息集成
对现有生产,物流,质量,设备等相关系统集成实现数据共享,解决数据孤岛,并为大数据分析提供原始数据基础。
PS:想了解更多关于MES信息,可点击:https://www.evget.com/solution/Mes


发表评论